Know-how Abkanten
EDLES METALL
Gehäuse, Frontplatten, Chassis und alles, was sich aus Metallen wie Aluminium,
Edelstahl oder Stahl fertigen lässt, sind unsere Leidenschaft.
CNC-gesteuerte Nibbel-, Stanz-, Abkant- sowie weitere moderne Blechbearbeitungsmaschinen
bei HAUFE garantieren dabei eine gleichbleibend hohe Qualität und Prozess-Sicherheit.
 KNOW-HOW ABKANTEN
KNOW-HOW ABKANTEN
KANTE ZEIGEN
Zu den wichtigsten Verfahren in der Blechbearbeitung zählt neben dem Laserschneiden das Abkanten.
Wir haben Pressen in unserem Maschinenpark, mit denen wir Blechtafeln in allen möglichen Blechformaten bearbeiten können.
Maschinen:
TRUMPF TruBend 3066
– Abkantlänge: 2040 mm
– Presskraft: 660 KN
TrumaBend V85
– Abkantlänge: 2040 mm
– Presskraft: 660 KN
www.de.trumpf.com/de/produkte/werkzeugmaschinen/produkte/biegen.html
Funktionsweise des Abkantens
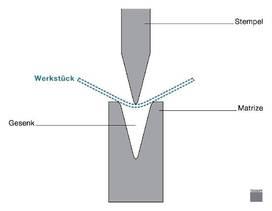
Das Abkanten kann auch als Kanten oder Biegen bezeichnet werden. Die Abkantpresse besteht aus einem Ober- und Unterwerkzeug. Das Oberwerkzeug (der Stempel) wird in das Unterwerkzeug (die Matrize) gedrückt.
Dabei liegt das Blech zwischen den Werkzeugen, dieses verbiegt sich durch Absenken des Stempels in die gewünschte Form. Winkel und Radien können mit professionellen Abkantpressen gleichermaßen gebogen werden, dies wird erreicht durch Auswechseln des Biegestempels. Der Stempel hat genau die Form die für das Blech benötigt wird.
Das Blech kann unterschiedlich stark gebogen werden, je nach Absenkungstiefe. An einen Anschlag wird das zu biegende Material angelegt, so kann der Abkantvorgang so effizient wie möglich gestaltet werden.
Die Maschinen werden durch CNC-Steuerungen eingestellt und bedient, so kann auch eine Simulation des geplanten Biegevorgangs ermöglicht werden.
Ohne Probebiegungen vornehmen zu müssen, kann auch die Eintauchtiefe optimal geplant werden.
Freies Biegen bzw. freies Abkanten
Das Blech muss so in die Maschine eingelegt werden, dass das Material nur auf den beiden oberen Kanten der Matrize aufliegt. CNC – gesteuert erfolgt die vorprogrammierte Absenkungstiefe des Stempels. Dabei drückt das Oberwerkzeug das Blech in die Matrize und biegt so den gewünschten Winkel. Bevor das Blech die Matrize berührt, endet der Absenkvorgang. Ein großer Vorteil des freien Biegens liegt in der Flexibilität, verschiedene Winkel zu biegen ohne das Werkzeug wechseln zu müssen.
Prägebiegen funktioniert prinzipiell genau wie das freie Abkanten. Einziger Unterschied liegt in der hohen Presskraft, welche auf das Werkstück einwirkt. Die so abgekanteten Winkel sind genauer, da das Werkstück komplett in die Matrize gepresst wird. Das Abkanten eines definierten Winkels ermöglicht jede Matrize. Die Abkantpresse muss allerdings umgerüstet werden bei Werkstücken mit unterschiedlichen Winkelvorgaben. Dadurch wird der Stückpreis nachteilig beeinflusst.
Abkanten mit Nachsetzen
Eine große Anzahl an Radienwerkzeugen zum Biegen von Blechen mit speziellen Innenradien steht uns zur Verfügung. Wenn Radien benötigt werden, die größer sind als unsere vorrätigen Werkzeuge biegen wir die geforderten Radien durch „Step – Kantungen“.
Dieser computergesteuerte Biegeprozess versieht die Werkstücke Schritt für Schritt mit unterschiedlich starken Kantungen, so entsteht der gewünschte Innenradius. Die Eintauchtiefe des Stempels und den Anschlag stellt die CNC-Steuerung millimetergenau ein. Mehrere Faktoren beeinflussen jedoch die Maßgenauigkeit des Radius. Das Rundungsmaß definiert sich durch die Anzahl der erforderlichen Kantungen und der Materialdicke.
Kantfolie
Die Gefahr der Abdruckbildung auf sensiblen Blechen (Kantteilen) wird durch den Einsatz von Kantfolie vermieden bzw. verringert. Die Kantfolie wird zwischen Matrize und Werkstück gelegt, so wird das Blech vor direktem Werkzeugkontakt geschützt. Kantfolie besteht aus Polyester oder Polyamid. Sie ist sehr belastbar und kann für mehrere Kantvorgänge eingesetzt werden.
Schnell und unkompliziert kann ein Wechsel erfolgen. Es findet keine Verschmutzung der Kantteile statt, da die Folie den direkten Kontakt zwischen Werkzeug und zu kantenden Material verhindert. Die Nachbearbeitung der Bleche entfällt somit.
Allgemeines
Abkanten oder Biegen ist ein spanfreies Blechumformungsverfahren, bei dem Blechtafeln durch mechanische Krafteinwirkung umgeformt werden. Unsere Pressen sind CNC – gesteuert, was den Biegevorgang stark vereinfacht. Um Probebiegungen zu vermeiden und somit Material und Zeit zu sparen, haben wir die Möglichkeit, den Biegeprozess zu simulieren. Dieser Abkantprozess birgt allerdings einige Details, welche für einen optimalen Biegevorgang unbedingt beachtet werden müssen. Wenn man Metall großen Kräften aussetzt verhält sich nicht jedes gleich.